Згинання листового металу — обов’язковий етап у виробництві більшості металевих конструкцій і деталей: від корпусів обладнання і підвіконних відливів до несучих кронштейнів і фасадних елементів. Від точності гину залежить, чи підійде деталь при складанні і чи не доведеться переробляти партію. Дізнатися більше про комплексну обробку металу можна на https://stn-group.com.ua/. У цьому матеріалі розберемо, як працює процес, які параметри є ключовими і на що звертати увагу при підготовці замовлення.
Як працює гнуття металу на пресі
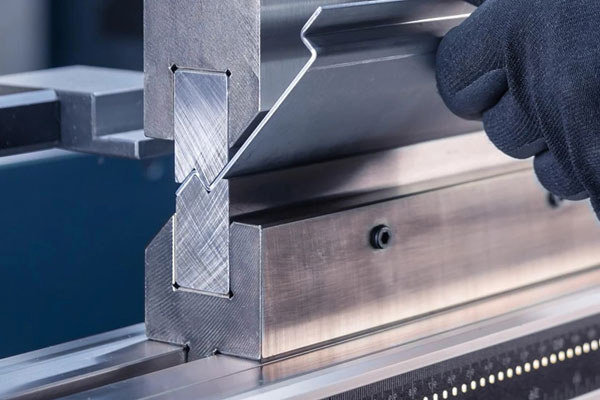
Гнуття металу на пресі здійснюється за допомогою прес-гальма — верстата, де пуансон вдавлює заготовку в матрицю під заданим кутом. Зусилля пресування, кут нахилу та глибина входу пуансона розраховуються залежно від матеріалу, товщини і потрібного радіуса гину. Сучасні ЧПК прес-гальма зберігають параметри програми, що забезпечує однакову точність на всій серійній партії без ручних підналаштувань.
Максимальне зусилля визначає, які товщини і матеріали верстат здатний обробляти. При зусиллі 100 тонн і довжині робочої зони до 2500 мм можна гнути широкі листи для великогабаритних конструкцій — наприклад, боковини корпусів, панелі воріт або несучі профілі.
Особливості гнуття різних металів
Кожен матеріал поводиться по-різному під навантаженням, і це потрібно враховувати ще на етапі проектування деталі. Згинання металу вимагає різних підходів залежно від сплаву:
- Чорний метал — найбільш передбачуваний у роботі. Пружинення помірне, радіус гину добре прогнозується за таблицями, а допуски витримуються стабільно навіть у довгих серіях.
- Гнуття нержавійки — складніше через підвищену пружність матеріалу. Нержавіюча сталь «повертається» після зняття навантаження значно більше, ніж чорний метал, тому кут гину задається з компенсацією пружинення. Без урахування цього фактора деталь вийде з кутовим відхиленням від креслення, і виправити це без повторної обробки вже не вийде.
- Гнуття алюмінію — потребує мінімального внутрішнього радіуса не менше товщини листа, інакше матеріал тріскає у зоні деформації. М’які сплави (серія 1000, 3000) гнуться легко й без обмежень. Тверді сплави (серія 5000, 7000) вимагають точного розрахунку радіуса або попереднього відпалу перед гнуттям.
Максимальна товщина заготовки при гнутті — 8 мм для всіх зазначених матеріалів. Повні технічні характеристики обладнання та умови прийому замовлень опубліковані на https://stn-group.com.ua/poslugi/zgynannya-lystovogo-metalu/.
Типові помилки в кресленнях, які призводять до браку
Більшість проблем при гнутті виникає не на виробництві, а ще на етапі підготовки технічної документації. Ось найпоширеніші помилки, яких варто уникати:
- Не врахований розгортка — якщо в кресленні вказані зовнішні розміри готової деталі без урахування нейтральної лінії, заготовка буде або коротшою, або довшою за потрібне.
- Гін занадто близько до отвору — якщо отвір розташований ближче ніж 1,5 товщини листа від лінії гину, він деформується разом із матеріалом.
- Занадто малий радіус гину — для крихких і твердих сплавів це пряма дорога до тріщин у зоні деформації.
- Відсутність вказівки на матеріал і твердість — без цих даних неможливо правильно розрахувати компенсацію пружинення.
Яку точність можна очікувати від ЧПК-гнуття
Сучасні прес-гальма з ЧПК-керуванням забезпечують точність кута гину в межах ±0,5°, а лінійні розміри витримуються з відхиленням не більше ±0,2 мм. Для більшості конструкційних завдань цього цілком достатньо. Якщо деталь вимагає жорсткіших допусків — наприклад, для корпусних виробів або прецизійного складання — це варто вказати окремо в технічному завданні, щоб оператор урахував компенсацію пружинення при налаштуванні програми.
Повторюваність при серійному виробництві — ще одна перевага ЧПК-обладнання. Перша і остання деталь із партії в тисячу одиниць матимуть ідентичні розміри, оскільки програма не змінюється між циклами. Це критично для виробів, що збираються з кількох гнутих елементів і потребують точного взаємного положення деталей.
Гнуття листового металу на замовлення: що потрібно підготувати
Для оформлення замовлення на гнуття листового металу потрібен файл із розгорткою деталі у форматі DXF або DWG, де вказані лінії гинів і кути. Якщо є тільки 3D-модель або ескіз — технологи самостійно підготують розгортку і узгодять її перед запуском у виробництво.
У технічному завданні варто зазначити матеріал, товщину листа, потрібні кути і радіуси гину, допуски на розміри та кількість деталей у партії. Гнуття металу на замовлення виконується як для одиничних прототипів, так і для серійних тиражів — при цьому вартість одиниці при серії суттєво знижується завдяки одноразовому налаштуванню програми верстата.



